營銷總監:靳經理 18653877118
銷售部:張經理 18653877126
郵箱: admin@cnshelley.com
shelley@cnshelley.com
銷售總部: 山東泰安長城路96號天龍國際大廈B座1405室。
工廠地址:山東省泰安市岱岳區北集坡街道海納街789號
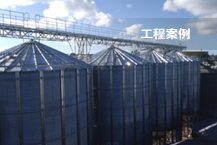
糧食鋼板倉焊接過程的四項技術標準
對于糧食鋼板倉而言,在整個建設過程中焊接工作無論是從工作時間上還是從技術標準上都是要求非常高的,無論是對圖紙的了解、還是對焊接質量的要求整個項目都有專業的質檢人員全程跟蹤,今天我們鋼板倉廠家就來為大家分享一下糧食鋼板倉焊接過程的四項技術標準。
1.預熱與層間溫度控制:
嚴格按照WPS要求對需要預熱的部位(如厚板、高強鋼、環境溫度低時)進行預熱。預熱溫度均勻,范圍應覆蓋焊縫兩側至少3倍板厚(或按規范要求),使用測溫儀監控。
在多層多道焊過程中,嚴格控制層間溫度在WPS規定的范圍內(通常有上下限)。溫度過高可能導致晶粒粗大、性能下降;溫度過低可能增加冷裂風險。
2.焊接參數執行:
嚴格按照WPS設定的參數進行焊接:焊接電流、電弧電壓、焊接速度、焊絲/焊條直徑、保護氣體流量(如MIG/MAG)、焊道布置順序等。不得隨意更改。

3.焊接操作技術:
焊工資質:焊工必須持有相應項目(如板材對接、角焊縫、埋弧焊、氣體保護焊等)的有效資質證書。
引弧與收弧:采用正確的引弧(如劃擦法、直擊法)和收弧技術,避免在母材非焊接區引弧。收弧時應填滿弧坑,防止產生弧坑裂紋。
運條方式:根據焊接位置(平、橫、立、仰)、坡口形式和焊接方法選擇合適的運條方式(直線、月牙、鋸齒等),保證熔合良好,焊道成型美觀,避免未熔合、咬邊、夾渣等缺陷。
多層多道焊:對于厚板焊縫,采用多層多道焊。每層焊后必須徹底清除焊渣和飛濺物(清根),仔細檢查無缺陷后方可進行下一層焊接。道間搭接合理。
焊接順序:制定合理的焊接順序(如對稱焊、分段退焊、跳焊等),以最大限度地減少焊接應力和變形。特別是大型鋼板倉的立縫、環縫焊接,順序尤為重要。
變形監控:在焊接過程中隨時監控倉板或結構的變形情況,必要時采取反變形或矯正措施。
4.焊縫標識:按質量體系要求,焊工應在所焊焊縫附近打上自己的焊工鋼印或其他可追溯標識。
以上就是我們鋼板倉廠家為大家整理發布的糧食鋼板倉焊接過程的四項技術標準,希望以上的講解能夠為大家在今后對鋼板倉進行焊接操作的時候有一定的幫助。
http://www.vfnz.com.cn/
推薦資訊更多>>

 抖音
抖音
 快手
快手
 微信
微信
 銷售總部: 山東泰安長城路96號天龍國際大廈B座1405室。 工廠地址:山東省泰安市岱岳區北集坡街道海納街789號
銷售總部: 山東泰安長城路96號天龍國際大廈B座1405室。 工廠地址:山東省泰安市岱岳區北集坡街道海納街789號
 郵箱:shelley@cnshelley.com
郵箱:shelley@cnshelley.com
 版權所有 2017-2024 泰安雪萊倉儲機械設備有限公司
保留一切解釋權利 備案號:魯ICP備10017229號-1號
版權所有 2017-2024 泰安雪萊倉儲機械設備有限公司
保留一切解釋權利 備案號:魯ICP備10017229號-1號








 魯公網安備 37091102000125號
魯公網安備 37091102000125號